


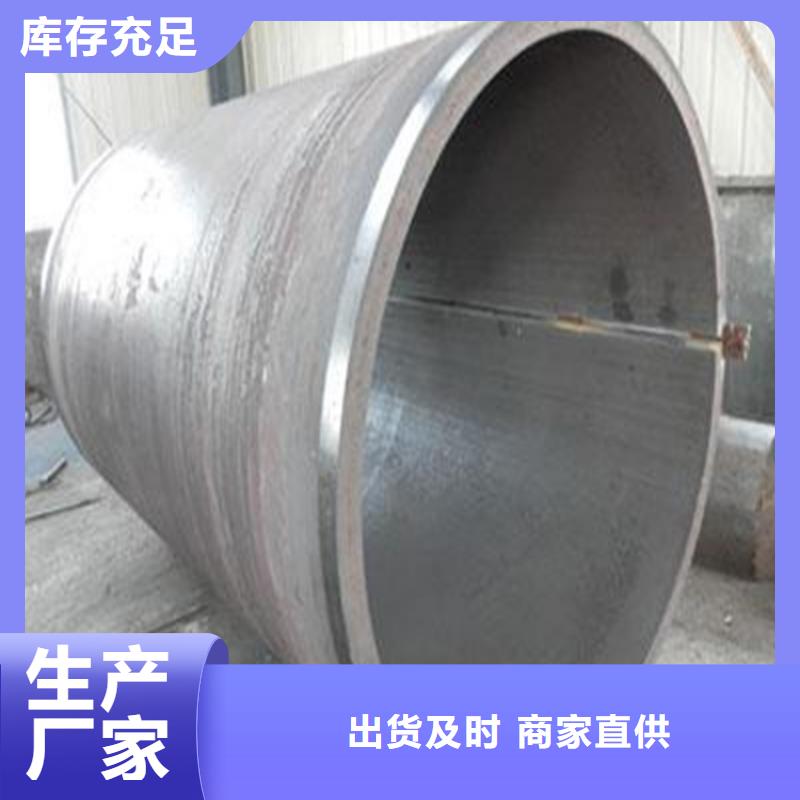
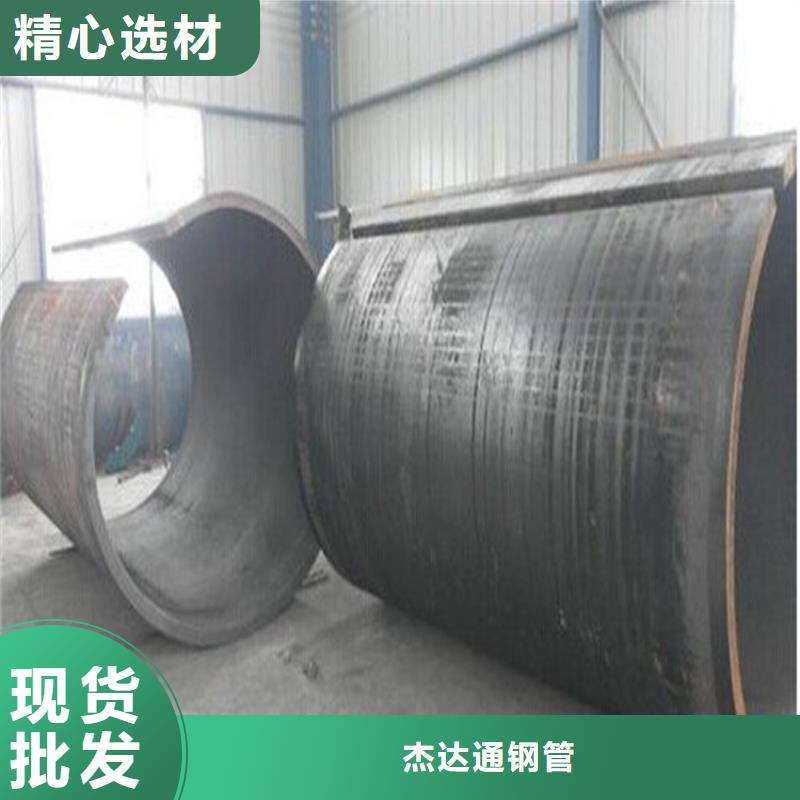

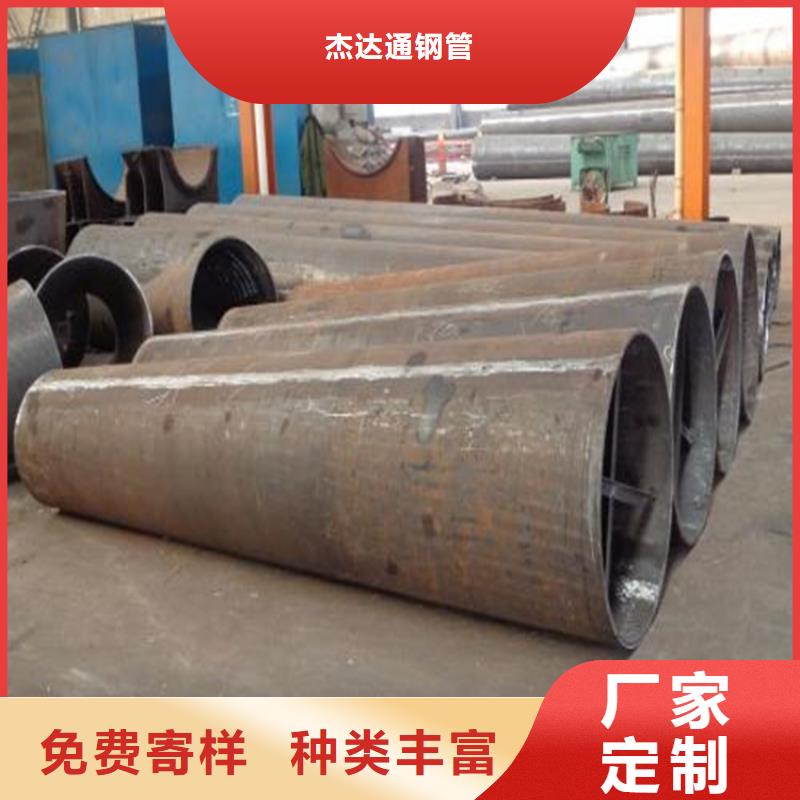
想一睹焊管卷管20#无缝钢管优良工艺产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受焊管卷管20#无缝钢管优良工艺产品的独特之处!
以下是:焊管卷管20#无缝钢管优良工艺的图文介绍

杰达通钢管有限公司获得多项荣誉,在 甘肃定西 Q355D无缝管业内树立了良好的口碑,连续多年被甘肃定西质量监督部门评为量信得过企业。 公司始终秉承“正可立身,达则济世”的人文服务理念,坚守“实用,实惠!”的企业文化理念,以“节能、科技、环保”的生产原则,以“开拓、进取、求实、创新”的建设精神,与国内外的同行们肩并肩,携手公司新老用户一起协力,共创明天的辉煌,建设美好家园。


钢板切割方法适用于冷切割和热切割。冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等离子切割和激光切割。2、切割方法:通过相关工艺试验,掌握钢板各种切割方法的一般特性和切割厚度范围。3、高级别耐磨钢的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切后48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。预热切割:钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其切割速度取决于钢板等级和厚度特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。焊管卷管切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效切割参与应力(低温回火工艺;保湿时间安5min/mm)对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。4、焊管卷管降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、微观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250°C,钢板硬度就会降低。切割方法:钢板在切割小型部件时,焊枪和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。软化风险的的办法是冷切割,例如水射流切割。若必须使用热切割,则有限选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来楞伽钢板及切割表面。因此,焊管卷管钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低焊管卷管;




焊管卷管为16至24h;其二是保护气氛连续火炉开卷退火,作业时间短,但退火后钢带存在应变时效现象,这两种退火工艺都存在能耗高,热效率低的缺点.带材和薄板材横向磁场加热过程中存在的主要工艺问题是力口温度分布不均匀和钢材在强磁场作用下产生振动两个问题,这员个影响该工艺扩大应用的关键问题,钢带在横向磁场中,在电磁力的作用下发生振动,而且振动强烈程度随磁场强度的增强而加剧.钢带在感应器间隙内振动,影响到感应电流的均匀分布和钢带的表面质量,必须设法控制钢辛的振动强度,天津螺旋钢管厂保证钢带的前进速度,8,一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯.经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊管卷管钢管,9.桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构.码头,桥梁等基础桩用钢管,焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管,焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管,20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步.焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管,焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管,直缝焊管生产工艺简单,生产效率高,成本低,发展较快,螺旋焊管的强度一般比直缝焊管高.能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管,但是与相同长度的直缝管相比,焊缝长度增加30~100,焊管卷管而且生产速度较低,因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊.1,低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管,是用于输送水,煤气,空气,油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管,钢管接壁厚分为普通钢管和加厚钢管,接管端形式分为不带螺纹钢管(光管)和带螺纹钢管.钢管的规格用公称口径(mm)表示,公称口径是内径的近似值,习惯上常用英寸表示,如11/2等,低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管,2,低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊管卷管钢管.俗称白管,是用于输送水,煤气,空气油及取暖蒸汽,暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管,钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管,接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管.钢管的规格用公称口径(mm)表示,公称口径是内径的近似值,习惯上常用英寸表示,如11/2等,3,普通碳素钢电线套管(GB3640-88)是工业与民用建筑,安装机器设备等电气安装工程中用于保护电线的钢管.4,直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管,通常分为公制电焊钢管,电焊薄壁管,变压器冷却油管等等,5,承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型.用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管,钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节约铺设管线的投资,主要用于输送石油,天然气的管线,6.承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管,钢管承压能力强,塑性好,便于焊接和加工成型,经过各种严格和科学检验和测试.使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资,主要用于铺设输送石油,天然气等的管线,7,一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热焊管卷管



